以下是(信阳)【当地】C型钢,镀锌方管让利客户的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:信阳(信阳)【当地】C型钢,镀锌方管让利客户的图文介绍
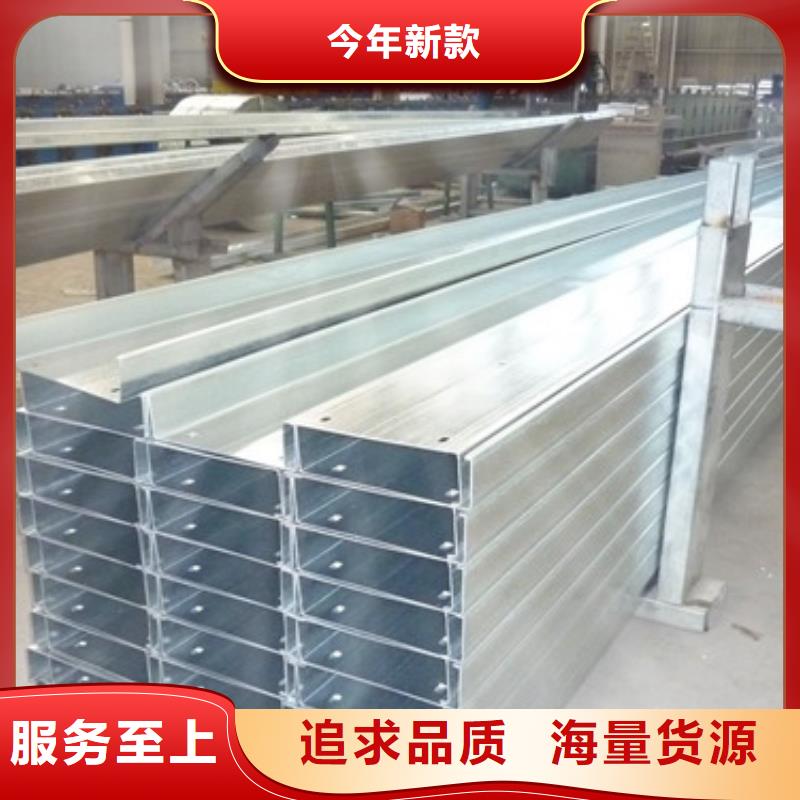
[当地]C型钢,镀锌方管让利客户")
国耀宏业钢铁有限公司是长期专注于 槽钢、领域。本公司倡导“专业、务实、高效、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、高效率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来!
[当地]C型钢,镀锌方管让利客户")
[当地]C型钢,镀锌方管让利客户")
冷弯型钢在进行操作的过程中其截面是非常的经济合理的,在一定程度上节省材料,其产品的截面形状是可以根基需要进行设计的,其结构合理,其单位重量的截面系数会高于热轧型钢。在同样负荷下,可减轻构件重量,节约材料。冷弯型钢用于建筑结构可比热轧型钢节约金属38%~50%,用于农业机械和车辆可节约金属15%~60%。方便施工,降低综合费用。
冷弯型钢的品种是非常繁多的,在一定程度上是可以生产用一般热轧方法难以生产的壁厚均匀且截面形状复杂的各种型材和各种不同材质的冷弯型钢,产品表面光洁,外观好,尺寸精确,而且长度也可以根据需要灵活调整,全部按定尺或倍尺供应,提高材料的利用率。
冷弯型钢在一定程度上是可以制作轻型钢结构的主要材料,在进行使用时采用钢板或者是钢带冷弯成型制成,它的壁厚不仅可以制得很薄,而且大大简化了生产工艺,提高生产效率。可以生产用一般热轧方法难以生产的壁厚均匀,但截面形状复杂的各种型材和不同材质的冷弯型钢。冷弯型钢除用于各种建筑结构外,还广泛用于车辆制造、农业机械制造等方面。
冷弯型钢的品种很多,在一定程度上按照其截面分开口、半闭口、闭口。按形状有冷弯槽钢、角钢、Z型钢、方管、矩形管、异形管,卷帘门等。 标准6B/T 6725-2008中增加了冷弯型钢产品屈服强度等级分类、增加了细晶粒钢、增加了产品的力学性质的具体考核指标。
冷弯型钢主要采用其普通的碳素结构钢,在进行制作时其低合金结构钢板或者是钢带冷弯制成。冷弯型钢是属于经济断面钢材,也是高效节能材料,是一种具有强大生命力的新型钢材品种,它广泛应用于 经济的各个领域,其用途大约可以分为公路护栏板、钢结构、汽车、集装箱、钢模板和脚手架、铁道车辆、船舶和桥梁、钢板桩、输电铁塔、其他10大类。
[当地]C型钢,镀锌方管让利客户")
[当地]C型钢,镀锌方管让利客户")
[当地]C型钢,镀锌方管让利客户")
1焊材选配原则
①强匹配。强节点弱杆件:焊接资料熔敷金属的强度、塑性、冲击韧性高于母材标准规定的低值。焊接接头(焊缝及热影响区)各项性能全面要求达到母材标准规定的低值。②兼顾焊缝塑性。厚板焊接时按厚度效应后的强度选配焊材,节点拘束度大时可在1/4板厚以下配用低强焊材。③满足冲击韧性要求。必须重点选择焊材的韧性,使焊缝及热影响区韧性达到钢材的规范要求。
2高强钢焊接性评价方法
①碳当量计算评定法。②热影响区高硬度试验评定法。③插销试验临界断裂应力评定法。
3低预热温度确定方法
①裂纹试验控制。根据斜Y坡口试样抗裂试验确定低预热温度。②硬度控制。根据一定碳当量的钢材,其不同板厚T形接头角焊缝热影响区硬度达到350HV对应的冷却速度(540℃时)查表确定焊接线能量。③根据裂纹敏感指数、板厚范围、拘束度等级、熔敷金属扩散氢含量确定低预热温。④根据接头热输进、冷却时间和钢材的特定曲线图确定低预热温度。
4焊接质量控制
①控制热输进与冷却速度。控制焊接电流、电压、焊接速度以及熔敷金属800℃~500℃区间的冷却时间。②控制焊缝中碳/硫/磷/氮/氢/氧的质量百分比。选用优质碱性低氢焊材,采用良好的操纵手法充分维护熔池金属(短弧、摆动、倾角稳定)③应力与变形控制。选用高能量密度、低热输进的焊接方法,如气体维护焊;用小线能量,多层多道焊接;减小焊接坡口的角度和间隙,减少熔敷金属填充量;采用对称坡口,对称、轮流施焊;长焊缝应分段退焊或多人同时施焊;用跳焊法防止变形和应力集中。
为了达到的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
[当地]C型钢,镀锌方管让利客户")
[当地]C型钢,镀锌方管让利客户")
主井提高巷部分段砌碹支护巷道,断面不足8m2,不能满意安全出产的需求,经研究决定:对该巷道选用C型钢支护进行扩修;为确保施工安全,特制定安全技术措施如下:
1、主井提高巷需扩修巷道总长度340米,主井口以下17米及主井车场变坡点以上23米巷道扩修,选用3.6米标准C型钢支护,巷道其它段扩修,选用3.2米标准C型钢支护。
2、选用3.2米C型钢支护标准:巷宽3.2米,下宽3.4米(含两帮扎角各0.10米),巷高3.0米(距道木面),棚距0.6米,梁腿参合数0.4米,参合处用螺丝固定结实,拉板固定、川杆背顶背帮成一直线;贴顶、贴邦处用编织网、川杆备实打牢,顶帮空处用废木打实备牢。
3、选用3.6米C型钢支护标准:巷宽3.6米,下宽3.80米(含两帮扎角0.10米),棚距0.6米,巷高3.2米(距道木面),两帮道面以下0.2米;梁腿参合数0.5米,贴顶、贴邦处用编织网、川杆打实备牢,拉板固定、川杆背顶背帮成一直线;川杆每棚数量不少于24根,顶部空处用废木打实备牢,顶帮空处垒石块用水泥砂浆灌实。
4、随巷道扩修每40米在巷道的北邦施工安全硐1个,安全硐选用梯形工字钢支护,上宽1.6米,下宽2.6米,高1.94米,深度2.0米,(安全硐口处C型钢棚距宽度恰当由0.6变为0.8米)顶邦、后堵用坑木、稍子、川杆打牢备实。
5、C型钢扩修掐口从指定地址选用由上向下逐棚扩修的施工次序进行,并严厉依照激光指向仪所给定的中腰线为基准进行施工,激光指向仪的调整作业由技术科担任。
[当地]C型钢,镀锌方管让利客户")






 扫一扫
扫一扫